МОНТАЖ ВОДОПРОВОДА ИЗ ПОЛИПРОПИЛЕНА 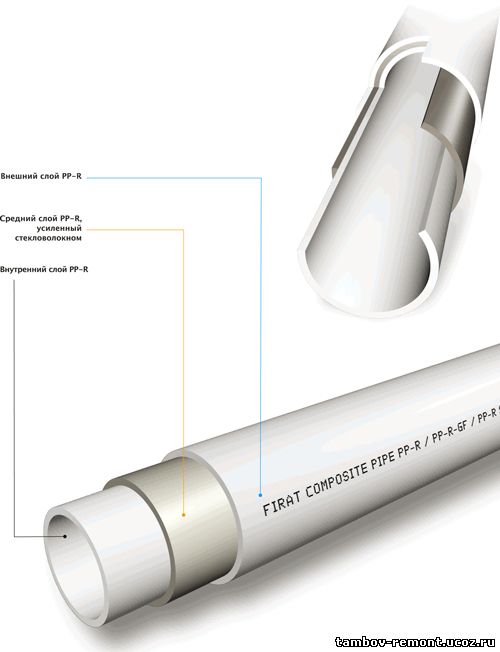
Необходимый инструмент:
1. Ножницы для резки труб.
Можно, конечно, воспользоваться ножовкой по металлу, но после резки вам долго придется зачищать торец трубы от заусинец и шероховатостей. Да и перерезать трубу перпендикулярно ее продольной оси специальными ножницами гораздо проще. О затраченном времени я уже и не говорю. Если монтируемый самостоятельно водопровод – не случайный эпизод в вашей жизни, обязательно добавьте в свой домашний инструментарий такие ножницы и
2. Сварочный аппарат.
За несколько последних лет российский рынок достаточно наполнился аппаратурой для сварки полипропиленовых труб. Появился выбор. Приобретая аппарат, обратите внимание на следующие основные моменты.
а). диапазон размеров труб, с которым вы намерены работать. В идеальном варианте комплект аппарата должен содержать тефлоновые насадки тех размеров, которые вам необходимы. В противном случае озаботьтесь заблаговременно приобрести нужную вам, но отсутствующую в комплекте насадку (например, под трубу диаметром 16 мм).
б). мощность. Если диаметр труб, с которыми вы собираетесь работать, не превышает 63мм (а этого достаточно, чтобы смонтировать в доме и водопровод, и отопление), аппарат мощностью более 750 Вт вам не нужен – лишняя трата денег и электроэнергии.
в). наличие терморегулятора.
Оптимальная температура для спайки труб – 270оС. Аппараты с терморегуляторами поддерживают именно эту температуру. Если терморегулятор отсутствует, вам придется контролировать температуру нагревательного элемента градусником.
в). цена. Понятно, что дешевый аппарат хорошим не будет. Импортные аппараты европейского производства, конечно. дороже китайских или отечественных, но качество тефлонового покрытия на насадках у них лучше. Неплохо зарекомендовал себя российский аппарат СА-20/63 (сварочный аппарат для труб диаметром от 20 до 63 мм).
3. Зачистной инструмент. Если вы планируете использовать армированные полипропиленовые трубы (PN 25), данный инструмент будет необходим. Он может быть как для ручной заточки, так и в виде насадки на дрель, и бывает разных размеров (для труб 20-25мм, 32-40мм, 50мм-63мм).
Сварка:
1). Подготовка сварочного аппарата. Аппарат собирается согласно прилагаемой инструкции, и крепится на специальной подставке. Берете насадки того размера, которые вам понадобятся на данном этапе монтажа. На нагревательный элемент можно крепить одновременно до трех пар насадок (СА-20/63). Крепко прикручиваем насадки к нагревательному инструменту (контакт между насадкой и нагревательным элементом должен быть плотным). Измеряем глубину насадки, предназначенной для труб (она имеет форму крышки для пластиковой бутылки, только без резьбы). Запоминаем это число. Включаем аппарат в сеть. Включаем нагревательный элемент.
2). С помощью ножниц отрезаем необходимый кусок трубы. Не забывайте принцип: семь раз отмерь – один отрежь, поскольку при расчете необходимо учитывать отрезок трубы, вставляемый в фитинг.
3). Очищаем конец трубы от грязи.
4). От торца трубы, предназначенного для сварки отмеряем глубину насадки минус два миллиметра, и отмечаем фломастером.
5). Дожидаемся полного разогрева аппарата (у большинства аппаратов загорается индикатор зеленого цвета).
6). В одну руку берем отрезок трубы, в другую фитинг. Одновременно вставляем их в насадки соответствующего размера так, чтобы продольные оси трубы и фитинга совпали с продольной осью насадок. С умеренным усилием, которое нетрудно выработать путем нескольких предварительных тренировок, одновременно подаем свариваемые элементы навстречу друг другу. Как только фитинг войдет в насадку до конца, начинайте отсчет. Для труб диаметром 20 мм – это пять секунд, для 25мм – семь секунд, для 32мм – восемь, для 40мм – двенадцать, для 50мм – восемнадцать, для 63мм – двадцать четыре. Одновременно со счетом, если труба не вошла в насадку до отметки, которую вы нанесли, продолжайте ее вводить. Трубу нежелательно вводить до упора насадки, поскольку в этом случае нагрев торца трубы будет усилен, а протяженность внешнего слоя пластика, «снятого» с трубы, будет соответствовать протяженности внутренней «развальцовки» фитинга, что может привести при соединении деталей к образованию внутреннего валика, частично или полностью закрывающего просвет водопровода в месте соединения. Если свариваются трубы PN 10, то желательнее вводить трубу на пару секунд позже, чем фитинг.
7). Отсчитав необходимое время одновременно снимаем трубу и фитинг с насадок. При затруднении снятия их можно слегка провернуть.
8). Вводим трубу в отверстие фитинга до отметки.
Фиксируем в таком положении 5 – 8 секунд. Соединение готово! Критерии правильной сварки:
а). продольная ось фитинга совпадает с продольной осью трубы (нет «кривой» сварки)
б). с внешней стороны из-под места контакта фитинга с трубой выдавлено небольшое количество пластика в виде ровного круга
в). с внутренней стороны в просвет трубы не свисает расплавленный пластик
г). нет щелей между трубой и фитингом Необходимо помнит, что: свариваемые поверхности должны быть чистыми и обезжиренными на свариваемых поверхностях не должно быть влаги не стоит проводить сварку при температуре 5оС и ниже у труб диаметром 50мм и выше для лучшей сварки необходимо снять ножом фаску в торце под углом 45 градусов Для сварки армированных труб прежде всего необходимо снять слой фольги со свариваемого конца трубы с помощью специальной зачистки. Все дальнейшие действия такие же, как для обыкновенных труб.